由国内知名食品企业金锣集团投资建设的重大环保装备制造项目——200万吨/年水处理环保设备智慧工厂,宣布全面建成并正式投产。该项目总投资额高达3.2亿元人民币,标志着金锣集团在深化环保产业链布局、推动高端环保装备智能制造方面迈出了坚实一步。
该智慧工厂的全面建成,不仅是金锣集团积极响应国家“双碳”战略、践行绿色发展理念的具体行动,更是其将自身在食品加工领域积累的成熟环保处理技术与先进制造能力相结合,向环保装备制造业战略性延伸的关键成果。工厂专注于水处理环保设备的研发与生产,设计年产能可满足处理200万吨水体的设备需求,产品线预计将涵盖高效厌氧反应器、膜生物反应器(MBR)、深度处理设备等核心水处理单元及成套解决方案。
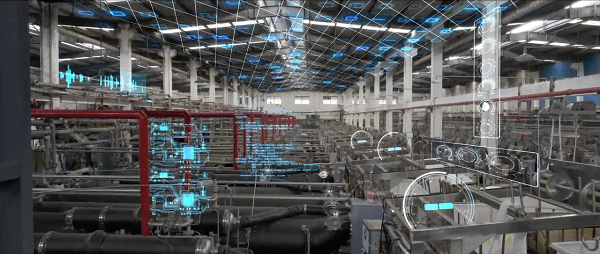
项目的核心亮点在于“智慧”二字。工厂深度融合了工业互联网、大数据、人工智能等新一代信息技术,构建了从研发设计、生产制造、质量检测到物流服务的全流程数字化管理体系。通过部署智能生产线、物联网传感器和中央控制平台,工厂能够实现生产数据的实时采集、分析与优化,大幅提升生产效率和产品一致性。基于对海量设备运行数据的处理与分析服务,工厂未来不仅能生产高品质的环保设备,更能为客户提供预测性维护、能效优化等增值的数据处理服务,推动环保设备从“制造”向“制造+服务”模式转型升级。
此次投产的智慧工厂,预计将有效提升我国在水处理高端环保装备领域的自主供给能力和智能化水平。其生产的高效、节能、智能型水处理设备,不仅可服务于金锣集团自身庞大的生产体系,实现内部循环与减排,更将面向广阔的市政污水处理、工业废水处理及农村人居环境整治市场,为社会提供先进的环保技术装备支持。
业内专家指出,金锣集团此次跨界深耕环保装备制造,并聚焦智能化与数据处理服务,体现了传统产业巨头对于绿色新赛道的前瞻性布局。该项目的成功投产,有望形成良好的示范效应,带动更多资本和技术关注环保装备产业的升级,促进环保技术与信息技术的深度融合,为我国生态文明建设和环保产业高质量发展注入新的动能。